Quy trình sản xuất ống inox vi sinh diễn ra như thế nào? Hãy cùng Iteka tìm hiểu qua bài viết này nhé!
MỤC LỤC
1. Ống inox vi sinh được sản xuất theo những phương pháp nào?
Ống inox vi sinh hiện nay thường được sản xuất theo hai phương pháp chính là ống inox vi sinh hàn và ống inox vi sinh đúc. Hai loại này khác nhau ở nguyên liệu đầu vào và cách tạo thân ống, nhưng đều phải trải qua các bước hoàn thiện bề mặt, kiểm tra chất lượng và đóng gói thành phẩm trước khi đưa vào sử dụng.
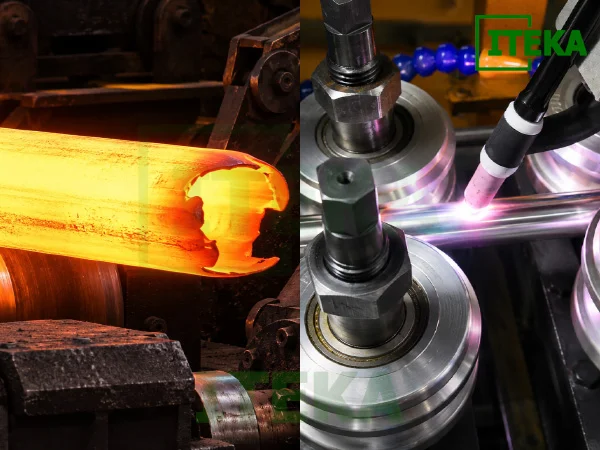 Quy trình sản xuất ống inox vi sinh
Quy trình sản xuất ống inox vi sinhỐng inox vi sinh hàn được tạo ra từ cuộn inox hoặc băng inox cán nguội. Vật liệu sẽ được xẻ khổ, uốn tròn, hàn dọc thân ống rồi tiếp tục xử lý gờ hàn, đánh bóng và kiểm tra bề mặt. Trong khi đó, ống inox vi sinh đúc được sản xuất từ phôi inox tròn đặc. Phôi sẽ được nung nóng, xuyên lỗ, cán nóng, kéo nguội và xử lý hoàn thiện để tạo thành thân ống rỗng không có đường hàn dọc.
Dù được sản xuất theo hai hướng khác nhau, cả ống hàn và ống đúc đều cần đạt các yêu cầu quan trọng về vật liệu, kích thước, độ nhám, độ sạch bề mặt và chất lượng hoàn thiện để phù hợp với đặc trưng của hệ thống đường ống vi sinh.
2. Quy trình sản xuất ống inox vi sinh dạng hàn
Ống inox vi sinh dạng hàn được sản xuất từ băng inox phẳng, sau đó tạo hình thành ống tròn và hàn dọc để tạo thân ống liên tục. Đây là phương pháp sản xuất phổ biến vì có năng suất cao, dễ kiểm soát kích thước và cho bề mặt thành phẩm đẹp nếu các công đoạn được thực hiện ổn định.
Bước 1: Chuẩn bị cuộn inox nguyên liệu
Quy trình bắt đầu từ cuộn inox cán nguội, thường là inox 304 hoặc 316 tùy theo tiêu chuẩn sản xuất. Cuộn inox đầu vào sẽ có độ dày, độ phẳng và chất lượng bề mặt phù hợp với quy cách ống cần tạo ra. Chất lượng của cuộn inox ở giai đoạn này ảnh hưởng trực tiếp đến độ đều thành ống, độ ổn định khi hàn và khả năng hoàn thiện bề mặt sau cùng.
Bước 2: Xẻ băng inox theo khổ sản xuất
Cuộn inox lớn được đưa qua máy xẻ để chia thành các dải inox có chiều rộng tương ứng với đường kính ống. Chiều rộng của băng inox được tính toán theo chu vi thân ống và phần mép hàn, nhờ đó vật liệu khi đưa vào cụm tạo hình có thể cuốn tròn đều, không bị thiếu hoặc thừa mép nối.
 Cắt tấm inox thành các dải băng dài
Cắt tấm inox thành các dải băng dàiBước 3: Tạo hình băng inox thành dạng ống tròn
Dải inox sau khi xẻ được đưa qua nhiều cụm con lăn để uốn dần từ dạng phẳng sang dạng cong, rồi tiếp tục khép lại thành hình tròn. Quá trình tạo hình diễn ra theo từng cấp để thân ống không bị gãy nếp, không bị méo cục bộ và hai mép băng inox gặp nhau ổn định tại vị trí hàn.
Bước 4: Hàn dọc thân ống
Khi thân ống đã được tạo hình tròn, hai mép băng inox sẽ được hàn dọc theo chiều dài ống để tạo thành một ống liên tục. Mối hàn lúc này liên kết hai mép vật liệu lại với nhau, tạo độ kín cho thân ống và hình thành đường hàn chạy dọc trên bề mặt. Với ống inox vi sinh, đường hàn sau khi tạo ra cần có độ đều, độ kín và khả năng xử lý bề mặt tốt để không ảnh hưởng đến lòng ống.
 Quy trình sản xuất ống inox vi sinh dạng hàn
Quy trình sản xuất ống inox vi sinh dạng hànBước 5: Xử lý gờ hàn trong và ngoài
Sau khi hàn, khu vực mối hàn thường xuất hiện phần gờ nhỏ ở bên ngoài hoặc bên trong thân ống. Phần gờ này sẽ được xử lý để bề mặt ống phẳng hơn, lòng ống thông thoáng hơn và hạn chế các điểm gồ có thể giữ cặn trong quá trình sử dụng. Đây là công đoạn quan trọng giúp ống hàn tiến gần hơn đến yêu cầu bề mặt của ống vi sinh.
Bước 6: Hiệu chỉnh đường kính, độ tròn và độ thẳng
Ống sau hàn tiếp tục đi qua hệ thống hiệu chỉnh kích thước. Các cụm con lăn sẽ đưa thân ống về đường kính ngoài, độ tròn và độ thẳng ổn định hơn. Sau công đoạn này, ống có hình dạng hoàn chỉnh hơn và đạt dung sai kích thước phù hợp để kết nối với các phụ kiện vi sinh như cút, tê, ferrule, clamp hoặc mặt bích vi sinh.
Bước 7: Xử lý nhiệt sau hàn
Sau quá trình hàn và tạo hình, ống có thể được đưa vào công đoạn xử lý nhiệt hoặc ủ sáng tùy theo tiêu chuẩn sản xuất. Nhiệt độ trong giai đoạn này sẽ được duy trì ở mức phù hợp để giảm ứng suất còn lại sau khi hàn, ổn định lại tổ chức vật liệu và cải thiện khả năng chống ăn mòn tại vùng ảnh hưởng nhiệt.
Bước 8: Tẩy rửa, tẩy gỉ và thụ động hóa
Ống sau xử lý nhiệt sẽ được làm sạch để loại bỏ dầu cán, oxit hàn, vết bẩn và các tạp chất bám trên bề mặt. Quá trình tẩy rửa và thụ động hóa giúp bề mặt inox sạch hơn, đồng thời tái tạo lớp màng bảo vệ tự nhiên giàu crom. Nhờ đó, ống có khả năng chống ăn mòn tốt hơn khi đưa vào hệ thống vi sinh.
Bước 9: Đánh bóng bề mặt trong và ngoài
Sau khi làm sạch, ống được đánh bóng cơ học hoặc đánh bóng điện hóa để đạt độ nhẵn bề mặt theo yêu cầu. Bề mặt ngoài được xử lý để tăng tính thẩm mỹ và hạn chế bám bẩn, còn bề mặt trong lòng ống được xử lý kỹ hơn vì đây là khu vực tiếp xúc trực tiếp với lưu chất. Độ nhẵn của lòng ống ảnh hưởng lớn đến khả năng vệ sinh, thoát dịch và hạn chế tích tụ cặn.
Bước 10: Kiểm tra chất lượng và đóng gói
Ở công đoạn cuối, ống thành phẩm được kiểm tra kích thước, độ dày, độ thẳng, độ nhám, chất lượng đường hàn và tình trạng bề mặt trong ngoài. Sau khi đạt yêu cầu, hai đầu ống sẽ được bịt bảo vệ, bề mặt được bọc chống trầy xước và toàn bộ ống được đóng kiện để vận chuyển.
3. Quy trình sản xuất ống inox vi sinh dạng đúc
Ống inox vi sinh dạng đúc được sản xuất từ phôi inox tròn đặc thay vì băng inox phẳng. Phôi sẽ trải qua quá trình nung nóng, xuyên lỗ, cán nóng, kéo nguội và hoàn thiện bề mặt để tạo thành ống rỗng liền khối, không có đường hàn dọc trên thân ống.
 Quy trình sản xuất ống inox vi sinh dạng đúc
Quy trình sản xuất ống inox vi sinh dạng đúcBước 1: Chuẩn bị phôi inox tròn đặc
Quy trình bắt đầu từ phôi inox tròn đặc, thường là inox 304 hoặc 316. Phôi inox đầu vào có vai trò quyết định đến độ đồng nhất của thân ống sau này, bởi toàn bộ cấu trúc ống đúc được hình thành trực tiếp từ khối vật liệu ban đầu. Những yếu tố như thành phần hóa học, độ sạch luyện kim và tình trạng bề mặt phôi sẽ ảnh hưởng đến chất lượng ống sau khi xuyên lỗ và cán kéo.
Bước 2: Cắt phôi theo chiều dài sản xuất
Phôi inox tròn đặc được cắt thành từng đoạn có chiều dài phù hợp với quy trình tạo ống. Kích thước phôi sau khi cắt sẽ tương ứng với thiết bị nung, thiết bị xuyên lỗ và quy cách ống cần sản xuất. Công đoạn này giúp phôi bước vào quá trình gia nhiệt và biến dạng kim loại một cách ổn định hơn.
Bước 3: Gia nhiệt phôi inox
Phôi sau khi cắt được đưa vào lò nung để đạt trạng thái dẻo trước khi xuyên lỗ. Nhiệt độ nung lúc này sẽ được kiểm soát ở mức phù hợp để phôi vừa đủ độ dẻo để gia công mà không nứt vỡ, biến dạng bất thường hay nóng chảy. Khi đạt trạng thái cần thiết, phôi có thể bước vào công đoạn xuyên lỗ để hình thành lòng ống.
Bước 4: Xuyên lỗ tạo phôi ống rỗng
Phôi inox đặc sau khi nung được đưa vào máy xuyên lỗ. Mũi xuyên sẽ tác động vào tâm phôi và tạo ra phần rỗng bên trong, biến phôi đặc thành phôi ống sơ bộ. Đây là công đoạn tạo nên đặc trưng quan trọng nhất của ống đúc, vì thân ống được hình thành liền khối mà không cần ghép mí hoặc hàn dọc như ống hàn.
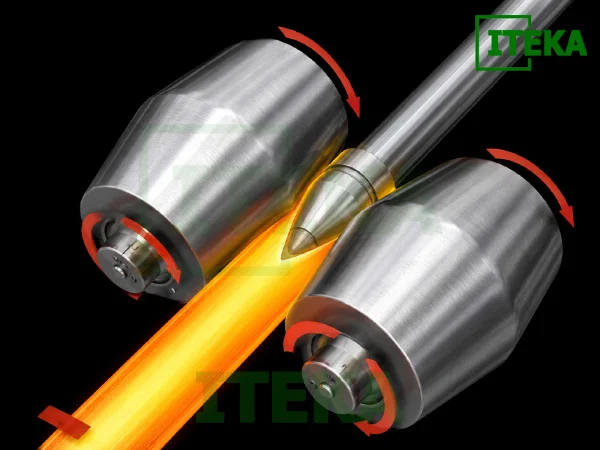 Thông ruột tạo hình ống
Thông ruột tạo hình ốngBước 5: Cán tạo kích thước sơ bộ
Sau khi xuyên lỗ, phôi ống rỗng tiếp tục được cán để kéo dài thân ống, giảm chiều dày thành ống và tạo kích thước ban đầu. Công đoạn này sẽ giúp thân ống có độ chính xác cao hơn, bề mặt ổn định hơn và tiến gần hơn đến quy cách thành phẩm.
Bước 6: Ủ nhiệt sau kéo nguội
Do quá trình kéo nguội làm vật liệu bị biến cứng và sinh ra ứng suất bên trong, ống tiếp tục được đưa vào công đoạn ủ nhiệt. Nhiệt độ ủ lúc này giúp tổ chức kim loại ổn định trở lại, phục hồi độ dẻo và cải thiện khả năng chống ăn mòn của inox. Nhờ đó, ống sau xử lý nhiệt có trạng thái vật liệu phù hợp hơn cho các bước hoàn thiện tiếp theo.
Bước 7: Nắn thẳng, cắt chiều dài và xử lý đầu ống
Ống sau xử lý nhiệt được đưa qua máy nắn thẳng để giảm độ cong và ổn định hình dạng thân ống. Sau đó, ống được cắt theo chiều dài tiêu chuẩn và xử lý hai đầu để tạo bề mặt cắt gọn hơn. Công đoạn này giúp ống có hình dạng hoàn chỉnh trước khi bước vào xử lý bề mặt vi sinh.
Bước 8: Tẩy rửa, tẩy gỉ và thụ động hóa
Sau quá trình nung, cán và kéo, trên bề mặt ống có thể còn oxit nhiệt, dầu bôi trơn hoặc tạp chất gia công. Ống sẽ được làm sạch bằng các bước tẩy rửa, tẩy gỉ và thụ động hóa để loại bỏ lớp bám không mong muốn. Bề mặt inox sau thụ động hóa sẽ sạch hơn và có lớp bảo vệ tự nhiên giúp tăng khả năng chống ăn mòn.
Bước 9: Đánh bóng bề mặt trong và ngoài
Ống đúc dù không có đường hàn dọc vẫn cần được đánh bóng để đạt yêu cầu vi sinh. Bề mặt trong lòng ống được hình thành qua quá trình xuyên lỗ và kéo nguội, vì vậy công đoạn đánh bóng giúp làm mịn lòng ống, giảm vết kéo, giảm độ nhám và hạn chế khả năng bám cặn khi vận hành.
Bước 10: Kiểm tra chất lượng và đóng gói
Ống sau khi hoàn thiện được kiểm tra đường kính, độ dày, độ ô van, độ thẳng, độ nhám bề mặt và các khuyết tật có thể xuất hiện trong quá trình sản xuất. Khi đạt yêu cầu, ống được bịt đầu, bọc bảo vệ và đóng kiện để giữ bề mặt sạch, hạn chế trầy xước và tránh bụi bẩn trước khi đưa đến công trình hoặc kho hàng.
4. Sự khác nhau trong quy trình sản xuất ống inox vi sinh hàn và đúc
Sự khác nhau giữa ống inox vi sinh hàn và ống inox vi sinh đúc thể hiện rõ nhất ở nguyên liệu đầu vào và cách tạo thân ống. Ống hàn bắt đầu từ băng inox phẳng, sau đó được uốn tròn và hàn dọc để tạo thành thân ống. Trong khi đó, ống đúc bắt đầu từ phôi inox đặc, được nung nóng, xuyên lỗ và cán kéo để tạo thành thân ống rỗng liền khối.
Ở ống hàn, công đoạn đặc trưng nhất là quá trình hàn dọc và xử lý gờ hàn. Đường hàn sau khi tạo ra sẽ được xử lý để bề mặt trong ngoài đồng đều hơn, hạn chế điểm gồ và đáp ứng yêu cầu vệ sinh. Ở ống đúc, do thân ống không có đường hàn dọc, quy trình lại tập trung nhiều hơn vào công đoạn xuyên lỗ, cán kéo và xử lý lòng ống sau biến dạng kim loại.
Cả hai quy trình đều có các bước hoàn thiện chung như xử lý nhiệt, tẩy rửa, thụ động hóa, đánh bóng và kiểm tra chất lượng. Tuy nhiên, mục đích xử lý ở từng loại có điểm khác nhau. Với ống hàn, các công đoạn sau hàn tập trung nhiều vào vùng mối hàn và độ đồng đều của đường hàn. Với ống đúc, các công đoạn sau cán kéo tập trung nhiều vào độ đồng đều thành ống, độ chính xác kích thước và độ mịn lòng ống.
5. Bảng tóm tắt quy trình sản xuất ống inox vi sinh hàn và đúc
Bảng dưới đây tóm tắt các công đoạn chính trong quy trình sản xuất ống inox vi sinh dạng hàn và dạng đúc, giúp người đọc dễ hình dung sự khác nhau giữa hai phương pháp tạo ống.
| Bảng tóm tắt quy trình sản xuất ống inox vi sinh hàn và đúc | ||
|---|---|---|
| Công đoạn | Ống inox vi sinh hàn | Ống inox vi sinh đúc |
| Nguyên liệu đầu vào | Cuộn inox hoặc băng inox cán nguội | Phôi inox tròn đặc |
| Tạo hình ban đầu | Băng inox được xẻ khổ và uốn tròn qua hệ thống con lăn | Phôi inox được cắt đoạn và nung nóng |
| Tạo thân ống | Hai mép băng inox được hàn dọc để tạo thân ống liên tục | Phôi đặc được xuyên lỗ để tạo phôi ống rỗng |
| Hoàn thiện kích thước | Ống được sizing, nắn thẳng và kiểm soát độ tròn | Ống được cán nóng, kéo nguội và nắn thẳng |
| Công đoạn đặc trưng | Xử lý gờ hàn trong và ngoài | Kiểm soát lòng ống sau xuyên lỗ và kéo nguội |
| Xử lý nhiệt | Ống có thể được ủ sau hàn để ổn định vùng ảnh hưởng nhiệt | Ống được ủ sau kéo nguội để phục hồi độ dẻo và giảm ứng suất |
| Xử lý bề mặt | Tẩy rửa, thụ động hóa và đánh bóng trong ngoài | Tẩy rửa, thụ động hóa và đánh bóng trong ngoài |
| Kiểm tra cuối | Kiểm tra đường hàn, độ nhám, kích thước và bề mặt | Kiểm tra độ dày, độ nhám, khuyết tật thân ống và kích thước |
6. Kết luận
Quy trình sản xuất ống inox vi sinh hàn và ống inox vi sinh đúc có sự khác biệt rõ ràng ngay từ cách tạo thân ống. Ống hàn được hình thành từ băng inox, trải qua các bước xẻ khổ, tạo hình, hàn dọc, xử lý gờ hàn và hoàn thiện bề mặt. Ống đúc được tạo ra từ phôi inox đặc, sau đó nung nóng, xuyên lỗ, cán nóng, kéo nguội, xử lý nhiệt và đánh bóng để tạo thành thân ống không có đường hàn dọc.
Dù đi theo hai quy trình khác nhau, cả hai loại ống đều phải được hoàn thiện bề mặt, thụ động hóa và kiểm tra chất lượng trước khi sử dụng trong hệ thống vi sinh. Chính các công đoạn sau cùng như đánh bóng, kiểm tra độ nhám, kiểm tra kích thước và bảo vệ bề mặt mới giúp ống inox đạt được yêu cầu sạch, mịn và ổn định trong quá trình vận hành.



