Trong hệ thống đường ống công nghiệp, mỗi loại mặt bích inox được thiết kế với cấu tạo và chức năng riêng để đáp ứng yêu cầu kết nối, chịu áp và khả năng tháo lắp khác nhau. Việc phân loại mặt bích inox theo cấu tạo – như mặt bích hàn cổ (Weld Neck), hàn trượt (Slip On), ren (Threaded), rỗng (Lap Joint) hay mù (Blind) – giúp kỹ sư lựa chọn đúng loại cho từng vị trí lắp đặt. Mỗi loại đều có ưu nhược điểm riêng về độ bền, khả năng kín khít và tính kinh tế, ảnh hưởng trực tiếp đến tuổi thọ và hiệu suất của toàn bộ hệ thống.
MỤC LỤC
1) Mặt bích inox là gì?
Trong hệ thống đường ống công nghiệp, mặt bích inox (stainless-steel flange) là phụ kiện dạng đĩa bằng thép không gỉ dùng để kết nối ống – van – bơm – thiết bị thông qua bu lông và gioăng, tạo mối ghép kín khít, chắc chắn và dễ tháo lắp cho bảo trì – mở rộng hệ thống.
Chức năng cốt lõi: tạo mặt phẳng làm kín và vành bu lông tiêu chuẩn hóa để ghép hai đầu ống hoặc ống với thiết bị, đảm bảo kín rò và truyền tải cơ học ổn định.
Vật liệu: chủ yếu inox 304, inox 316, 316L; chọn theo ăn mòn môi trường, nhiệt độ làm việc, yêu cầu vệ sinh và chi phí.
Cấu tạo cơ bản: thân bích có vòng lỗ bu lông theo chuẩn JIS – PN – Class, bề mặt làm kín (RF/FF/RTJ) và cấu trúc kết nối (hàn cổ, hàn trượt, ren, bích rời, bích mù, hàn ổ…).
Cơ chế làm kín: khi siết bu lông, lực nén ép gioăng (EPDM, NBR, PTFE, graphite, kim loại…) giữa hai bề mặt bích tạo kín; thân bích đồng thời phân bố tải vào ống hoặc thiết bị.
Khi nào dùng bích thay hàn liền? Khi cần tháo lắp nhanh, bảo trì định kỳ, lắp đặt thiết bị đo – van, căn tâm bù sai số, hoặc cấm hàn tại chỗ; bích cũng giúp tiêu chuẩn hóa kết nối trên nhiều chuẩn khác nhau.
Tiêu chuẩn phổ biến tại Việt Nam: JIS 5K–10K–16K cho nước và khí nén mức vừa; BS/EN DIN PN10–PN40 cho dải áp rộng; ASME/ANSI Class 150–300 cho công nghiệp quá trình.
Ứng dụng điển hình: tuyến hơi nóng, nước làm mát, khí nén, hóa chất, đầu hút – đẩy bơm, cửa người của bồn, điểm bịt kín nhánh chờ bằng bích mù.
Mặt bích inox là gì?
2) Vật liệu inox, hệ tiêu chuẩn và bề mặt làm kín – nền tảng trước khi chọn
Trước khi đi sâu từng kiểu, cần chốt ba nền tảng để tránh “chọn đúng kiểu bích nhưng sai chuẩn”.
Vật liệu inox phổ biến: 304, 316, 316L. Với môi trường chloride cao hay hóa chất ăn mòn, 316L thường bền hơn nhờ Mo và hàm lượng C thấp giảm nguy cơ nhạy cảm hóa. Với nhiệt cao, cần xem biểu đồ P-T của tiêu chuẩn tương ứng.
Hệ tiêu chuẩn lỗ bu lông và chiều dày:
JIS 5K, 10K, 16K dùng rộng ở Việt Nam cho nước, khí nén, hơi mức vừa.
BS/EN PN10, PN16, PN25, PN40 phù hợp nhiều dải áp, tương thích thiết bị châu Âu.
ANSI Class 150, 300, 600 cho dải áp rộng, tập trung công nghiệp nặng và quá trình.
DIN PN rating chi tiết theo nhiệt độ vật liệu và kiểu bề mặt.
Bề mặt làm kín (facing): RF nhô, FF phẳng, RTJ rãnh vòng kim loại cho áp-nhiệt rất cao. Lựa chọn gioăng phải tương thích bề mặt, vật liệu và điều kiện vận hành.
3) Phân loại mặt bích theo cấu tạo
Mặt bích hàn cổ (Weld Neck Flange – WN)
Mặt bích hàn cổ là “tiêu chuẩn vàng” khi hệ thống có áp suất cao, nhiệt độ biến thiên lớn, đường ống dài hoặc rung động đáng kể. Cổ côn chuyển tiếp từ thân bích sang ống tạo phân bố ứng suất mượt, giúp mối hàn làm việc bền hơn.
Cấu tạo và nguyên lý chịu lực
Cổ côn tăng độ cứng vững và giảm tập trung ứng suất tại gốc bích.
Mối hàn vát V đạt chiều dày và thấu thấu tốt, đồng tâm cao giữa ống và bích, cải thiện độ kín khi chu kỳ nhiệt lặp lại.
Mặt làm kín thường là RF cho đa số ứng dụng. Với áp-nhiệt rất cao, có thể dùng RTJ.
Ưu điểm kỹ thuật
Ổn định kín khít dài hạn khi nhiệt dao động nhờ triệt giảm biến dạng ở mối hàn.
Phù hợp kích thước lớn và tuyến dài với tổn thất áp thấp do ống đồng tâm tốt.
Tương thích nhiều hệ chuẩn JIS 16K, BS PN25-PN40, ASME Class 300 trở lên.
Lưu ý lắp đặt
Kiểm soát thẳng hàng trước hàn để tránh xoắn lệch sinh rò rỉ sau siết.
Quy trình hàn theo WPS tương ứng vật liệu inox, quản trị nhiệt vào để hạn chế biến dạng.
Siết bu lông theo chéo đàn hồi nhiều bước, dùng mỡ chống kẹt ren chịu nhiệt.
Ứng dụng điển hình
Tuyến hơi nóng, dầu nhiệt, hóa chất nóng, nơi có giãn nở nhiệt và rung động.
Đầu bơm công suất lớn, bình chịu áp, nhánh chịu tải cơ học cao.
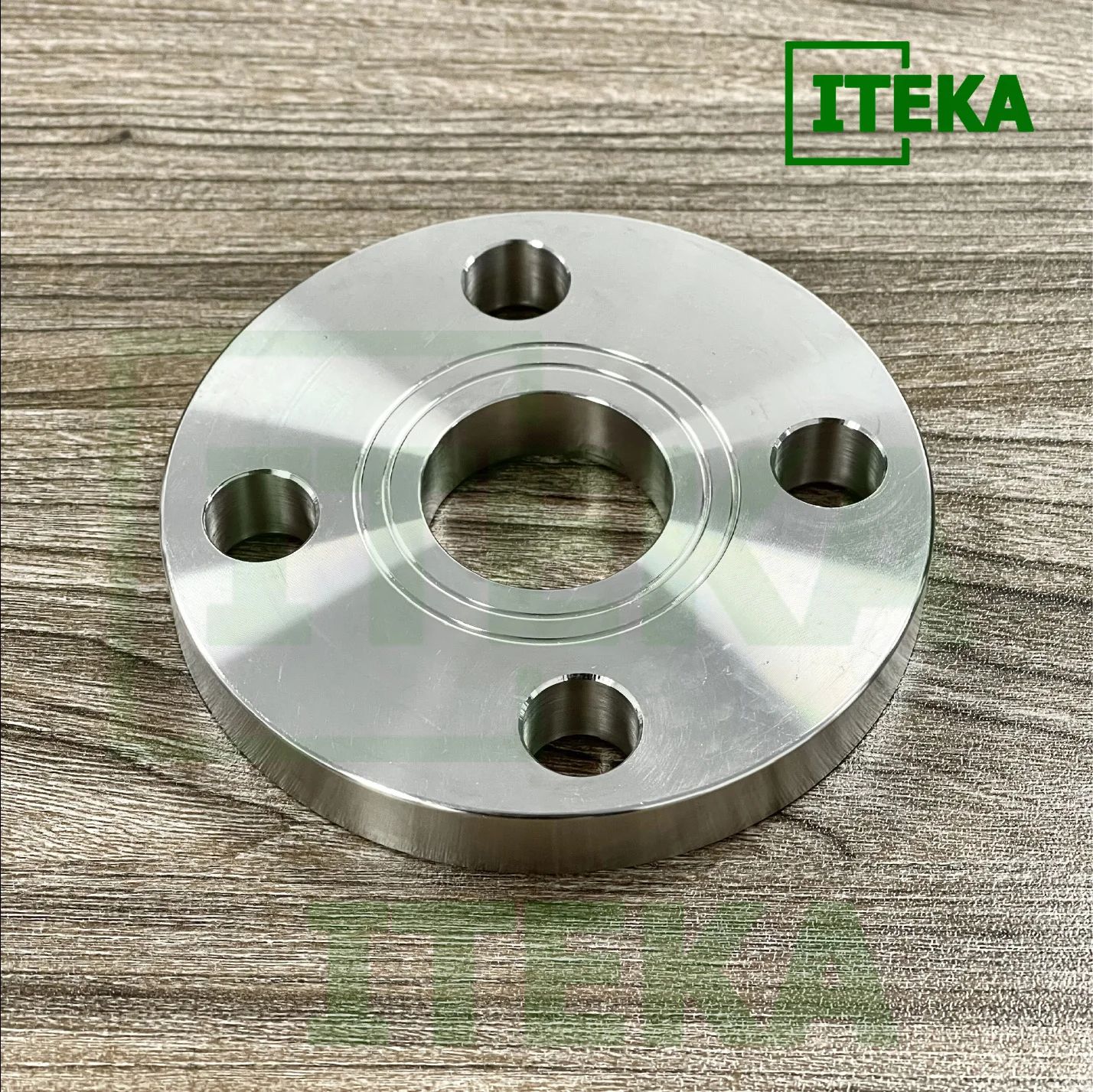
Mặt bích hàn trượt (Slip-On Flange – SO)
Mặt bích hàn trượt phát huy lợi thế thi công nhanh, căn tâm dễ, chi phí thấp cho áp suất và nhiệt độ vừa phải. Ống luồn qua thân bích rồi hàn hai mép mặt ngoài và mặt trong.
Cấu tạo và nguyên lý
Khe hở lắp cho phép xoay chỉnh để thẳng hàng nhanh.
Hai mối hàn góc tạo kín khít, nhưng do không có cổ côn nên độ cứng vững thấp hơn WN khi tải dao động.
Ưu điểm
Tiến độ lắp đặt nhanh, giảm công cắt vát và gá đặt phức tạp.
Hiệu quả DN vừa nhỏ trong đường ống tiện ích, nước làm mát, khí nén.
Hạn chế và lưu ý
Không khuyến nghị cho môi trường rung nhiệt lớn hoặc chu kỳ áp-nhiệt dày.
Kiểm soát khe hở hàn để tránh lỗ xốp hoặc ứng suất tập trung tại mép hàn.
Chọn gioăng đúng vì lực siết truyền qua thân bích có độ cứng thấp hơn WN.
Ứng dụng
Hệ nước, khí nén, dầu nhẹ ở JIS 10K hay BS PN16.
Các nhánh phụ trợ không chịu tải nhiệt khắt khe.
Phân loại mặt bích inox theo cấu tạo
Mặt bích ren (Threaded Flange – TH)
Mặt bích ren phù hợp DN nhỏ, áp không quá cao, lắp đặt nhanh mà không cần hàn. Lý tưởng cho khu vực cấm hàn, bảo trì thường xuyên hoặc hệ tạm thời.
Cấu tạo
Lỗ ren trong BSPT hoặc NPT tùy tiêu chuẩn, ăn khớp với đầu ren ngoài của ống inox công nghiệp hoặc phụ kiện.
Mặt làm kín thường RF hoặc FF, kết hợp chất trám ren phù hợp môi trường.
Ưu điểm
Không phát sinh nhiệt hàn, tránh ảnh hưởng lớp thụ động inox.
Tháo lắp nhanh, thuận tiện đổi cấu hình.
Hạn chế
Giới hạn áp suất do rò rỉ theo rãnh ren nếu tải nhiệt và rung cao.
Yêu cầu chất trám ren tương thích hóa chất và nhiệt độ.
Không phù hợp DN lớn vì mô men siết để kín ren tăng nhanh và khó kiểm soát.
Ứng dụng
Đồng hồ đo, nhánh xả nhỏ, hệ tiện ích áp vừa.
Vùng cấm lửa hoặc không đủ điều kiện hàn tại chỗ.
Mặt bích mù hay bích bịt (Blind Flange – BL)
Bích mù dùng đóng kín đầu đường ống, bịt nhánh chờ, tạo điểm test áp. Do chịu áp lực trực diện, nó đòi hỏi độ cứng thân bích và siết bu lông đúng quy trình.
Cấu tạo
Đĩa đặc với vòng lỗ bu lông như bích thường, không có lỗ ống.
Ốp gioăng trên mặt RF hoặc RTJ tùy áp suất.
Ưu điểm
Kín tuyệt đối khi chọn đúng gioăng và siết lực.
Thuận tiện kiểm tra áp lực hay cô lập phân đoạn để bảo trì.
Lưu ý
Tính toán chiều dày theo chuẩn do BL chịu uốn lớn bởi áp suất.
Siết theo dãy chéo nhiều vòng để phân bố tải đều trên gioăng.
Có thể bổ sung lỗ xả áp hoặc cút đo áp tại tâm trong một số bài toán.
Mặt bích mù
Mặt bích rỗng, bích rời hay Lap Joint với Stub End
“Bích rỗng” trong thực tế thường chỉ Lap Joint Flange kết hợp Stub End. Phần bích rời không hàn vào ống mà tựa lên gờ của Stub End, cho phép xoay tự do để căn tâm bu lông.
Cấu tạo và cơ chế làm việc
Stub End hàn vào ống chịu nhiệm vụ tiếp xúc lưu chất.
Bích rời trượt tự do phía ngoài, chỉ truyền lực siết, không tiếp xúc trực tiếp lưu chất.
Ưu điểm
Tiết kiệm chi phí vật liệu khi đường ống cần vật liệu đắt tiền hoặc lớp phủ đặc biệt. Bích rời có thể dùng inox phổ thông còn Stub End dùng vật liệu cao cấp.
Căn tâm bu lông cực nhanh, lý tưởng với không gian chật hoặc cụm có nhiều bích.
Chọn mặt Stub End đúng chuẩn để tương thích gioăng và facing của bích rời.
Kiểm soát khe hở giữa bích và Stub End để không mài mòn khi rung.
Ứng dụng
Hệ cần thay đổi cấu hình thường xuyên, thiết bị vệ sinh định kỳ, hoặc vật liệu lưu chất ăn mòn cao cần Stub End hợp kim đặc biệt.
Mặt bích hàn chụp hay hàn ổ (Socket Weld Flange – SW)
Mặc dù ít phổ biến với ống DN lớn, Socket Weld hữu ích ở DN nhỏ, yêu cầu đồng tâm cao, mối hàn gọn gàng.
Cấu tạo
Ổ chụp để đầu ống cắm vào rồi hàn vòng ngoài.
Kẹp định vị đảm bảo đồng tâm, giảm xoáy cục bộ trong dòng.
Ưu điểm
Độ đồng tâm tốt cho DN nhỏ.
Thi công nhanh hơn hàn cổ với kích thước nhỏ.
Lưu ý
Chừa khe giãn nở giữa đáy ổ và đầu ống trước khi hàn để tránh nứt khi nhiệt tăng.
Không phù hợp với môi trường có ăn mòn kẽ do khe hở nếu không xử lý bề mặt tốt.
4) Bề mặt làm kín và gioăng khi sử dụng mặt bích inox
Dù chọn kiểu bích nào, facing và gioăng mới là nơi “tiền tuyến” chống rò rỉ.
Facing thường gặp
RF: gờ nhô, dùng rộng rãi, phối hợp gioăng phi kim như EPDM, NBR, PTFE, graphite tẩm.
FF: phẳng, áp thấp đến trung bình, yêu cầu mặt đối tác phẳng đồng chuẩn.
RTJ: rãnh vòng dùng gioăng kim loại kiểu R, RX, BX cho áp-nhiệt rất cao.
Chọn gioăng như thế nào
Đúng chuẩn và kích cỡ theo tiêu chuẩn bích đang dùng.
Đúng vật liệu theo lưu chất, nhiệt và áp. Hơi bão hòa nóng thường dùng spiral wound graphite trên RF. Hóa chất ăn mòn chọn PTFE hay PTFE bọc.
Đúng độ cứng để khi siết đạt nén ép yêu cầu mà không nghiền nát gioăng.
Bê mặt làm kín và gioăng
5) Quy tắc chọn nhanh theo bài toán kỹ thuật
Khi đứng trước danh mục bích đa dạng, áp dụng tư duy “vấn đề quyết định giải pháp” để chọn gọn:
Khi áp và nhiệt dao động lớn, tuyến dài, rung nhiều
Ưu tiên Weld Neck vì chuyển ứng suất êm, kín bền qua chu kỳ nhiệt.
RTJ nếu áp-nhiệt rất cao và có yêu cầu gioăng kim loại.
Khi cần thi công nhanh, chi phí vừa, áp-nhiệt trung bình
Slip-On với RF và gioăng phi kim thích hợp.
Socket Weld cho DN nhỏ muốn đồng tâm tốt.
Khi khu vực cấm hàn hoặc cần tháo lắp nhanh DN nhỏ
Threaded kết hợp chất trám ren phù hợp. Tránh nhiệt cao hoặc rung mạnh.
Khi cần bịt kín cuối tuyến, nhánh chờ hay test áp
Blind đủ chiều dày, siết chéo nhiều vòng.
Khi cần tiết kiệm vật liệu đặc biệt và xoay bích tự do
Lap Joint + Stub End. Chọn đúng mặt Stub End và kiểm soát khe hở.
Về hệ chuẩn phổ biến ở Việt Nam
JIS 10K, 16K cho nước, khí nén, hơi mức vừa.
BS PN16, PN25 và DIN PN16–PN40 cho nhiều bài toán quy trình.
ASME Class 150–300 khi cần tương thích thiết bị Mỹ hoặc dải áp rộng.
6) Lắp đặt mặt bích inox đúng chuẩn để bền kín dài hạn
Một bích tốt cũng có thể “thất bại” nếu lắp đặt sai. Quy trình chuẩn giúp tiết kiệm nhiều lần thay gioăng và dừng máy.
Căn chỉnh và chuẩn bị
Làm sạch bề mặt facing không xước rãnh, không dính cặn.
Kiểm tra đồng tâm và song song của hai mặt bích bằng thước nêm.
Bôi trơn bu lông – đai ốc bằng mỡ chịu nhiệt để lực siết thực sự đến gioăng.
Siết lực theo dãy chéo
Chia ba đến bốn vòng siết tăng dần 30% → 60% → 100% mô men thiết kế.
Vòng cuối kiểm tra theo chu kỳ sao-đối-diện để phân bố tải đều.
Sau vận hành nóng
Re-torque khi hệ nguội về nhiệt độ môi trường nếu tiêu chuẩn vận hành yêu cầu.
Quan sát rò rỉ sớm để hiệu chỉnh kịp thời.7) Bảng gợi ý ứng dụng nhanh theo kiểu bích và điều kiện
Đây là khuyến nghị thực tiễn thường gặp. Khi thiết kế chi tiết, vẫn cần tham chiếu tiêu chuẩn và biểu đồ P-T của vật liệu.
Weld Neck: hơi nóng, dầu nhiệt, hóa chất nóng, đường dài, rung mạnh, PN25-PN40 hoặc Class 300 trở lên.
Slip-On: nước kỹ thuật, khí nén, dầu nhẹ, JIS 10K–16K hay PN16.
Threaded: DN nhỏ, tiện ích, khu vực cấm hàn, yêu cầu lắp nhanh.
Blind: bịt cuối tuyến, test áp, cô lập phân đoạn.
Lap Joint + Stub End: vật liệu đắt, cần xoay bích để căn bu lông, bảo trì thường xuyên.
Socket Weld: DN nhỏ muốn đồng tâm tốt và thẩm mỹ mối hàn gọn.7) Những lỗi phổ biến khiến mối ghép bích inox rò rỉ
Hiểu lỗi để tránh ngay từ đầu luôn rẻ hơn khắc phục khi vận hành.
Chọn sai gioăng so với facing hoặc lưu chất nên nén ép thiếu hoặc nát gioăng.
Siết không theo dãy chéo làm tải lệch, gioăng bị cắt mép.
Bề mặt facing xước rãnh do không vệ sinh, cát bụi kẹt gây đường rò.
Không re-torque sau chu kỳ nhiệt đầu, đặc biệt với hệ hơi nóng hoặc dầu nhiệt.
Sai chuẩn bích hai bên dẫn tới lệch lỗ bu lông và biến dạng khi cố siết.
Lắp đặt mặt bích inox đúng kỹ thuật
7) Hỏi đáp nhanh – FAQ
1. Bích inox JIS 10K có dùng cho hơi nóng không
Có thể nếu nhiệt độ và áp suất nằm trong vùng cho phép của biểu đồ P-T JIS và vật liệu gioăng tương thích. Tuy nhiên, nếu dao động nhiệt lớn hoặc rung mạnh, cân nhắc Weld Neck với PN cao hơn hay Class 300 để tăng biên an toàn.
2. Khi nào nhất định phải chọn Weld Neck thay vì Slip-On
Khi áp suất cao, nhiệt biến thiên lớn, tuyến dài hoặc có rung động cơ học đáng kể. Cổ côn và mối hàn vát V của Weld Neck giúp phân bố ứng suất êm, kín bền hơn Slip-On.
3. Lap Joint có bị rò vì bích rời không
Không, nếu Stub End và gioăng chọn đúng, siết đúng dãy chéo. Bích rời chỉ truyền lực, phần tiếp xúc lưu chất là mặt Stub End nên cần chọn vật liệu và facing phù hợp.
4. Bích ren có dùng cho hóa chất ăn mòn được không
Chỉ khi lưu chất, nhiệt độ và áp suất phù hợp, có chất trám ren tương thích. Với ăn mòn mạnh hoặc áp-nhiệt cao, nên chuyển sang bích hàn để tránh rò theo rãnh ren.
5. Vì sao nói ở Việt Nam phổ biến JIS và BS
Do tính sẵn hàng, tương thích thiết bị và thói quen thiết kế của nhiều dự án. Tuy vậy, các dự án theo chuẩn châu Âu và Mỹ vẫn dùng DIN hoặc ASME/ANSI tùy yêu cầu.
8) Liên hệ tư vấn – cung cấp mặt bích inox cho dự án của bạn
Nếu bạn đang thiết kế hoặc cải tạo hệ thống và cần tư vấn chọn bích theo P-T, tiêu chuẩn JIS-BS-DIN-ASME, lựa chọn gioăng và quy trình lắp đặt, đội ngũ kỹ sư của ITEKA sẵn sàng đồng hành từ khâu thiết kế tới hiện trường, cung cấp hàng chính hãng có CO-CQ, kho nhiều quy cách PN10-PN40, Class 150-300, đáp ứng tiến độ gấp và yêu cầu đồng bộ phụ kiện. Chúng tôi chú trọng phân tích kỹ thuật minh bạch, tối ưu tổng chi phí sở hữu chứ không chỉ giá mua ban đầu. Hãy trao đổi với chúng tôi để có giải pháp kín bền, an toàn, dễ bảo trì cho đường ống của bạn.





Mặt bích inox tại ITEKA



